Automotive Bumper Mould Maker in China
DFM-first engineering • Hot runner / sequential valve gate options • Stable mass production support

Automotive Bumper Injection Moulds: Tooling + Production Support
DFM-first engineering • Hot runner / sequential valve gate options • Stable mass production support
- Mould TypeFront bumper / rear bumper / bumper cover moulds
- Part SizeTypically 1500–2500 mm (project-dependent)
- MachineTypically 2500–3500 tons (depends on size/material)
- RunnerCold runner or hot runner; sequential valve gate optional
Quick Facts: Automotive Bumper Mould
- Mould type: front bumper / rear bumper / bumper cover moulds (passenger car, SUV, commercial vehicles)
- Typical bumper length: about 1500–2500 mm (project-dependent)
- Typical clamp tonnage: about 2500–3500 tons (depends on part size/material)
- Runner system: cold runner or hot runner; sequential valve gate optional for cosmetic control
- Steel options: P20 / 2738 / 718H / H13 (based on resin, output, and surface requirement)
- Typical cycle time: around 90–150 s (depends on thickness and cooling)
If you want a fast and accurate quotation, send your 3D file (STEP/IGES) and requirements. We reply with a tooling strategy (gate/cooling/ejection) and a clear lead time plan.
What is a Bumper Mould?
A bumper mould is a specialized tool used to produce automotive bumpers by injection moulding. It is designed for large part size, stable dimensional control, and consistent surface quality. A well-built bumper mould helps manufacturers improve repeatability, reduce rework, and maintain reliable assembly fit.
Understanding Bumper Moulds: Key Points That Affect Quality
- Gate & runner strategy: controls weld lines and surface appearance on A-surface areas
- Cooling balance: the main factor for warpage control on large bumper parts
- Venting: prevents trapped gas, burn marks, and short shots
- Ejection design: avoids visible ejector marks on cosmetic areas
- Steel & heat treatment: supports tool life and stable production
Related reading: fundamental principle of injection moulding.
How to Choose the Best Bumper Mould: Practical Checklist
- Steel & wear resistance: choose suitable steel grade for resin type and expected output
- Size & parting strategy: confirm parting line, undercuts, sliders/lifters, and part size match
- Cooling design: optimized water channels/conformal ideas to reduce warpage and stabilize cycle time
- Hot runner / sequential valve gate (optional): helps improve cosmetic quality and weld line control
- Supplier capability: verify automotive tooling experience, sampling deliverables, and after-service
Topworks Automotive Bumper Mould Capabilities
Topworks focuses on automotive bumper mould making with DFM-first engineering and production-oriented tooling design. With 10+ years of experience in tooling and manufacturing, we support both prototype/bridge tooling and production moulds in-house.
We manufacture custom bumper moulds, including hot runner (sequence timer control / valve gate options) and runnerless solutions based on your part design and appearance requirements. We also support assembly/machining needs when the project requires tight fit or special features.
We use steel options such as P20 and 2738 for automotive bumper moulds, and we design gating, cooling, and venting to achieve stable parts with consistent quality.

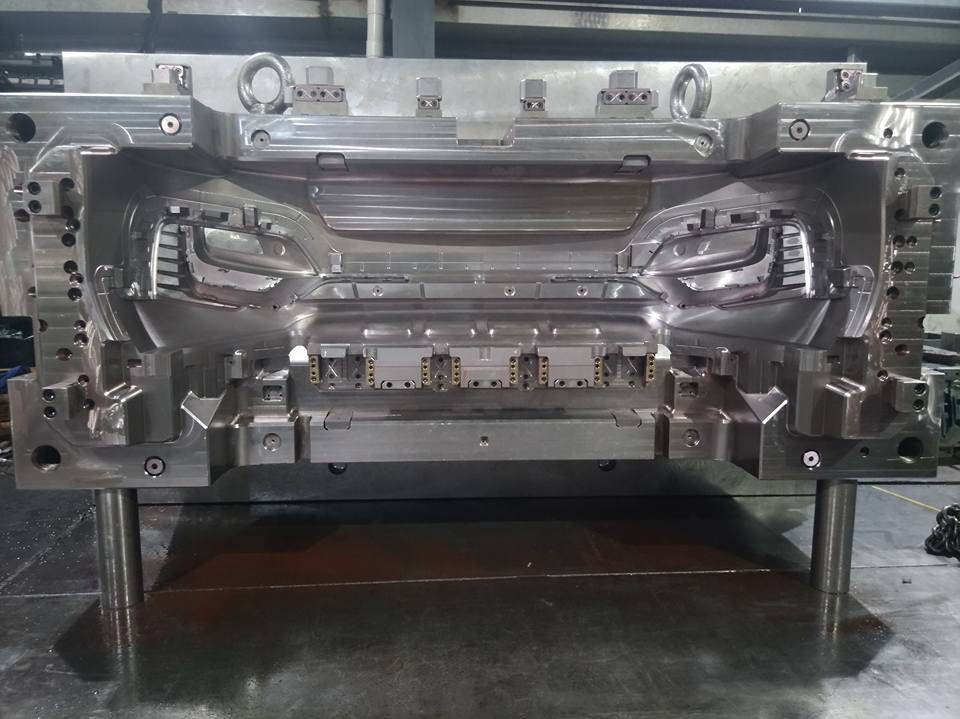
Automotive Bumper Mould Photos









“I’m glad to inform you that all plastic parts are perfect!!! We are delighted, and therefore there are good chances to continue our relationship for any coming new project.”
CRISTIANO
Italy
“Steven is a very detail-oriented project manager and engineer who can solve problems creatively and also provides excellent service. It was a pleasure working with him.”

DAVID
U.S.A.

The Need for Specialized Bumper Mould Makers
Bumper moulds have unique requirements compared to regular plastic injection moulding. The moulds must withstand high impact forces yet produce precise, durable plastic car bumpers. Automotive moulds use higher grade steel and machining than consumer product moulds. The mould maker must have expertise in high-tolerance mould design to account for complex curved surfaces, large part size, and appearance control.
If you choose a mould maker without automotive experience, you may face unstable lead times, inconsistent wall thickness, surface defects, and assembly fit issues. A qualified supplier should demonstrate clear design control, machining capability, and a repeatable sampling process.
RFQ Checklist (What to Send for a Fast Quote)
- 3D file: STEP / IGES
- 2D drawing: key dimensions, tolerances, datum references
- Material & color: PP / modified PP / talc or GF reinforced / PC/ABS / TPO, etc.
- Cosmetic definition: A/B/C surfaces + acceptable weld line/gate vestige zones
- Annual volume & target output: expected production plan and cycle time target
- Assembly requirements: vehicle model fitment notes, critical interfaces, clips/holes
Process: From DFM to Production
- DFM review: parting line, draft, undercuts, gating, cooling, venting plan
- Mould design: runner balance, cooling layout, ejection strategy, slider/lifter design
- Machining & assembly: CNC / EDM / heat treatment / polishing / fitting
- Sampling (T0/T1): trial shots + dimensional check + improvement list
- Approval: golden sample + documentation for repeatability
- Mass production support: process window + maintenance plan
Car Bumper Mould FAQ
Q1: What are the car bumper moulds you produce in China?
We manufacture injection moulds for front bumper, rear bumper and bumper covers in passenger cars, SUV, and commercial vehicles. We support different bumper sizes and can design custom moulds with internal or external parting strategies to match appearance requirements.
Q2: How long do you expect a car bumper injection mould to last?
Tool life depends on part design, resin, steel grade (commonly 2738, 718H, or H13), maintenance frequency, and production conditions. With proper cleaning and cooling channel maintenance, bumper moulds can keep stable performance over long runs.
Q3: What is the average production cycle of car bumper moulding?
Typical cycle time ranges around 90–150 seconds depending on bumper size, wall thickness, and cooling needs. We optimize cooling and runner design to improve stability and efficiency.
Q4: Do your car bumper moulds adopt hot runner systems and sequential valve gating?
Yes. We can supply bumper moulds with hot runner solutions and multi-point sequential valve gate systems to help control weld marks on visible surfaces, which is important for automotive exterior parts.
Q5: How long is the lead time of a custom car bumper mould in China?
The typical mould delivery time is often 70–80 days after final design approval, depending on complexity and specifications. It includes machining, EDM, heat treatment, polishing, assembly, and mould testing.
Q6: What plastic material is used for car bumpers?
Common materials include PP, modified PP, talc or glass fiber reinforced PP, PC/ABS blends, and TPO. We can suggest options based on impact requirement, temperature resistance, and regulatory needs.
Q7: Do you make multi-cavity car bumper moulds?
Most bumper moulds are single-cavity because of large part size and high clamp tonnage. We can support family mould concepts for certain left/right parts or 1+1 setups when feasible.
Q8: Are you able to make customized car bumper moulds?
Yes. We support complex bumper mould designs including hidden parting strategies, lifters for undercut features, sliders for side mounting holes, and optimized gating/cooling/ejection to reduce defects and improve appearance.
Get a Fast Quote for Your Bumper Mould
Send your 3D file + material + surface requirement. We’ll reply with DFM notes, tooling strategy, lead time, and a clear quotation.
Fast RFQ tip: STEP/IGES + material + A/B/C surface definition helps us reply faster with the right gate/cooling strategy.
Automotive Bumper Mould – Key Specifications
Large-scale injection mould for thin-wall bumper parts (PP+EPDM / TPO / PP+Talc), with hot runner options, complex side actions, and engineered cooling for stable mass production.
| Product | Automotive Bumper Injection Mould (front / rear, custom to part & vehicle platform) |
|---|---|
| Resin (typ.) | PP+EPDM-T20 / TPO / PP+Talc (customer spec); UV / impact / color masterbatch optional |
| Cavity options | 1×1 (standard); optional family mould (LH/RH) based on part size & press capacity |
| Runner & gate | Hot runner recommended; gate options include sequential valve gate (SVG) and thermal pin gate. Typical: 4–10 drops (layout depends on flow length & appearance zones) |
| Parting & structure | Large parting surface with external/internal shut-offs; modular inserts for serviceability |
| Side actions | Multiple sliders / lifters for undercuts & side holes; hydraulic cylinders / angle pins options |
| Ejection | Push blocks + ejector pins + stripper (as needed); optional nitrogen springs / hydraulic reset for long strokes |
| Core & cavity steel | P20 / 718H / 2738 (typ.); optional NAK80 for higher polish; optional S136 for corrosion resistance |
| Mould base | P20 / 2738 / 4Cr13 standard mould base (custom size to press & part) |
| Hardness (typ.) |
Plates / sliders / wear parts: HRC 30–35 Core & cavity inserts: HRC 33–38 (pre-hard) or HRC 48–52 (heat treated, per requirement) Shut-off / wear strips: nitrided / coated optional |
| Cooling | Multi-circuit water cooling with baffles/bubblers; engineered uniform temperature control across long flow lengths |
| Cycle time (typ.) | 60–80 s (depends on wall thickness, resin, cooling efficiency, machine & process window) |
| Tool life target | 300,000 – 1,000,000 shots (depends on steel grade, surface treatment, maintenance standard) |
| Lead time (typ.) | 8–14 weeks (depends on size, hot runner type, number of side actions, validation scope) |
